

CHUANGRONGへようこそ


20-32mmポリパイプソケット溶接機ハンドル付き小型PPR溶接機
基本情報
| モデル番号: | R 32mm | 最大直径: | 32mm |
|---|---|---|---|
| 吸収電力: | 800W | 寸法: | 175×50×360mm |
| 動作温度: | Tfe:260oc(+/-10oc);Te:180oc~290oc | 輸送パッケージ: | プラスチックボックス |
製品説明

現行規格に準拠した、パイプと継手の接合に使用する手動ソケット溶接機です。アルミ製の加熱プレートと実用的な断熱プラスチック製ハンドルを備えています。HDPE、PP、PPR、PVDF製のパイプと継手を溶接でき、様々な形状と作業範囲に対応し、様々な用途に適しています。調整可能な電子式温度調節器(TE)付き、または固定式の電子式サーモスタット(TFE)付きからお選びいただけます。
PPR溶接機の詳細
| 材料 | PE、PP、PP-R、PVDF | ||
| 最大直径 | 32mm | ||
| 吸収電力 | 800W | ||
| 重さ | 1.82キロ | ||
| 寸法 | 175×50×360mm | ||
| 動作温度 | TFE:260℃(+/-10℃);TE:180℃~290℃ | ||
| 周囲温度 | -5~40℃ | ||
| 電源 | TE:230V-単相50/60Hz;TFE:110~230V 単相50/60Hz | ||
操作手順
4.1. 主電源電圧が以下の電圧と同じであることを確認してください。
ソケット溶接に記載されている電圧
機械プレート。
4.2. ソケットフュージョンを使用するためのデバイス
溶接機
a b
a) フォーク。床上での溶接に適しています。
b) ベンチブラケット。ベンチ作業用。
c) プラットフォーム。フォークの代替品。
4.3. ソケット溶接機を
選択したデバイス。
4.4. 要件に従ってM/Fブッシュを取り付けます。
注意:溶接機と接触するブッシュの表面は常に清潔に保たなければなりません。
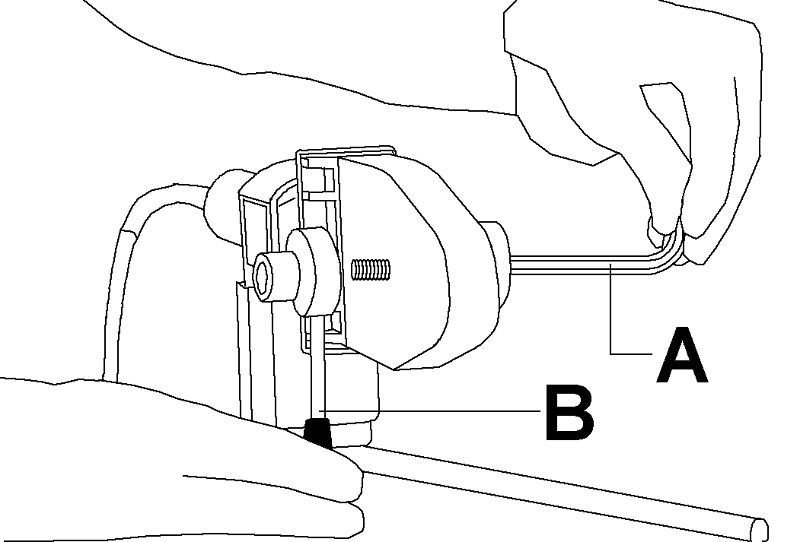
4.5. 温度に必要な熱交換を得るために、ソケット溶接機にブッシュをしっかりと締め付けます(レンチを使用)。
茂みに必要な
A: 六角レンチ
B: ブッシュ用ピンユニット
4.6. 電源プラグをコンセントに差し込む
4.6.1. TEモデル
|
| 電源投入後にLO vを表示。10〜20分後、加熱プレートは温度を示し始め、設定温度に達して安定します。設定キーを押して焼き戻しモードに入り、+ - に応じて温度を設定します。- を押すとモードが切り替わります。 |
4.7. ソケットフュージョン溶接機の電源投入後10~15分後(またはいずれの場合も動作温度に達した後)。
供給されるすべてのプラスチック溶接機は、ブッシュ温度が約 260° C に設定されています。
ブッシュのエッジが溶接するパイプの製造元によって指定されたとおりであることを確認してください。
デジタル温度計
180℃間の精密温度調整
290℃まで可能です。デジタル温度計を使用してください。
わずかな変化を測定する
パッキング

他の

メッセージをお送りください:






ソーシャルリンク




お問い合わせ
- 追加:
中国、成都、東大路333号、ザ・リングセンター、T1ビル、911号室。
- 電話番号: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
-

電話
-

Eメール
-

ワッツアップ
-

スカイプ
-

トップ

{kind=link}